ما هو الموجود في موقع إنتاج غلاف النفق الذي يخدم روبوت TBM لخط مترو Nhon - محطة سكة حديد هانوي؟
Báo Tin Tức•15/08/2024
يتم تصنيع بطانة نفق خط مترو نون-هانوي في مصنع AMACCAO ها نام . يبلغ إجمالي عدد حلقات بطانة النفق للمشروع 3488 حلقة، منها 120 حلقة مقواة شديدة التحمل، و30 حلقة مراقبة، و3338 حلقة مقواة قياسية.
صرح مجلس إدارة سكة حديد هانوي الحضرية (MRB) أن مشروع خط المترو الثالث، قسم محطة نون-هانوي، يمتد على عمق أكثر من 4 كيلومترات تحت الأرض. منذ 30 يوليو، بدأ روبوت حفر الأنفاق TBM رقم 1 العمل في محطة كيم ما S9، ويتجه الآن نحو محطة تران هونغ داو S12. وتتميز هذه الآلة بتركيب بطانة النفق مباشرةً في أي مكان يتم فيه الحفر. فيديو مُقرّب لعملية إنتاج بطانة النفق لروبوت TBM:
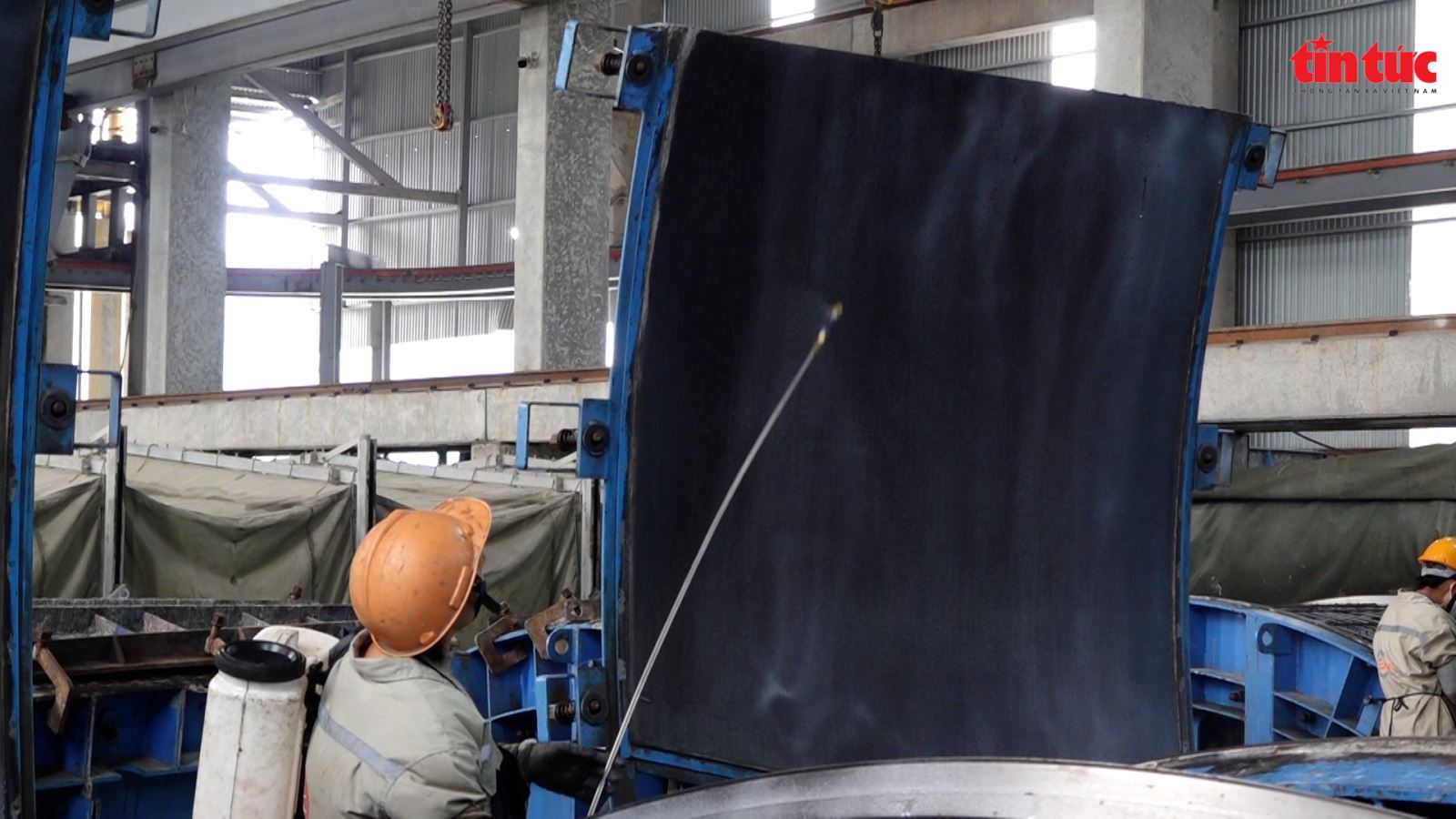
صرح السيد نجوين فان آن، نائب المدير العام لمصنع AMACCAO Ha Nam، أن خط مترو نون بطول 4 كيلومترات سيستخدم ما يصل إلى 3488 حلقة بطانة نفق. تُصنع بطانة النفق (أجزاء بطانة النفق) في مقاطعة ها نام، وتُنقل بواسطة مركبات متخصصة إلى محطة كيم ما S9 (هانوي). ووفقًا للسيد نجوين فان آن، يجب أن يكون عمر بطانة النفق 100 عام، لذا يجب أن تلبي المواد الخام، والتحكم، والتصنيع، والتشطيب الجمالي معايير عالية جدًا. وللوفاء بالجدول الزمني للمشروع، يعمل المصنع حاليًا بخطي إنتاج على مدار الساعة طوال أيام الأسبوع. ومن المتوقع أن يُكمل المصنع مرحلة إنتاج بطانة النفق هذه بحلول نهاية الربع الأول من عام 2025. تم إنتاج 3,488 حلقة بطانة نفق خط مترو نون في مصنع AMACCAO في مقاطعة ها نام. تتضمن عملية إنتاج بطانة النفق 10 مراحل: التصميم والتخطيط، وإعداد المواد ومراقبة جودة المواد، وفحص القوالب وقبولها، وتركيب التسليح الفولاذي، وصب الخرسانة، وعلاج الخرسانة، وإزالة القالب ومراقبة الجودة، والتشطيب والمعالجة السطحية، وطلاء بطانة النفق بالطلاء المقاوم للماء، وتركيب ملحقات بطانة النفق.
وتبلغ القيمة الإجمالية لعقد تصنيع بطانة النفق أكثر من 276 مليار دونج، مع شركة MRB كمستثمر، وشركة Hyundai - Ghella المشتركة كمقاول عام؛ وشركة Systra SA (فرنسا) كوحدة استشارية.
تشتمل المواد الخام اللازمة لإنتاج بطانة الأنفاق على: الأسمنت، الفولاذ، المواد الخام (الحجر، الرمل)، الماء، المواد المضافة وغيرها من الملحقات.
تتطلب جودة الخرسانة معايير صارمة، كما أن عملية وزن المواد الخام بها أخطاء صغيرة جدًا (0.5% إلى 2% حسب المادة).
يتم خلط الخرسانة باستخدام محطة خلط أوتوماتيكية وفقًا لنسب الخلط المبرمجة بواسطة الكمبيوتر، ثم يتم صبها في قوالب مقواة باستخدام تقنيات الاهتزاز لإزالة فقاعات الهواء وضمان التوزيع المتساوي للخرسانة.
يتم بعد ذلك معالجة الخرسانة وفقًا للإجراءات الفنية مع الحفاظ عليها رطبة والتحكم في درجة الحرارة لضمان القوة والجودة.
بمجرد أن تصل الخرسانة إلى القوة المطلوبة، سيقوم فريق العمال بإزالة القالب والتحقق من الجودة والمعايير الفنية مثل الحجم والتسطيح وقوة الضغط.
تمت معالجة سطح الخرسانة لضمان نعومتها وجمالها، وطُلي هيكل النفق بطبقتين من الطلاء المقاوم للماء، بسمك ≥ 100 ميكرومتر لكل طبقة. يمكن أن يستغرق وقت المعالجة من عدة ساعات إلى عدة أيام، حسب الظروف الخاصة، بمتوسط 8 ساعات تقريبًا.
الخطوة الأخيرة هي تثبيت ملحقات بطانة النفق بما في ذلك: الحشيات المقاومة للماء وقضبان التوجيه وألواح الخشب الصلب.
تم فحص أجزاء غلاف النفق وقبولها.
يبلغ إجمالي عدد حلقات بطانة الأنفاق في المشروع 3,488 حلقة، منها 120 حلقة تسليح ثقيلة، و30 حلقة مراقبة، و3,338 حلقة تسليح قياسية. ويبلغ وزن أكبر صفيحة بطانة نفق 4 أطنان.
تشمل عملية نقل غلاف النفق على مسافة 71 كم (من ها نام إلى محطة S9 كيم ما - هانوي) 5 مراحل.
في حالة اكتشاف أي ضرر، سيتم اتخاذ تدابير الإصلاح والصيانة على الفور لضمان جودة بطانة النفق قبل التثبيت.
وقد وصلت آلة حفر الأنفاق (TBM) الآن إلى عمق أكثر من 50 متراً تحت الأرض؛ حيث يتم أثناء الحفر تثبيت بطانات النفق.



















![[صورة] اكتشف تجارب فريدة في أول مهرجان ثقافي عالمي](https://vphoto.vietnam.vn/thumb/1200x675/vietnam/resource/IMAGE/2025/10/11/1760198064937_le-hoi-van-hoa-4199-3623-jpg.webp)































![[صورة] الأمين العام يحضر العرض العسكري للاحتفال بالذكرى الثمانين لتأسيس حزب العمال الكوري](https://vphoto.vietnam.vn/thumb/1200x675/vietnam/resource/IMAGE/2025/10/11/1760150039564_vna-potal-tong-bi-thu-du-le-duyet-binh-ky-niem-80-nam-thanh-lap-dang-lao-dong-trieu-tien-8331994-jpg.webp)

































![[صورة] الأمين العام يحضر الذكرى الثمانين لليوم التقليدي للقوات المسلحة للمنطقة العسكرية الرابعة](https://vphoto.vietnam.vn/thumb/402x226/vietnam/resource/IMAGE/2025/10/12/1760265970415_image.jpeg)

































تعليق (0)